廣州采煤機(jī)截齒規(guī)格
發(fā)布時間:2023-11-05 01:29:00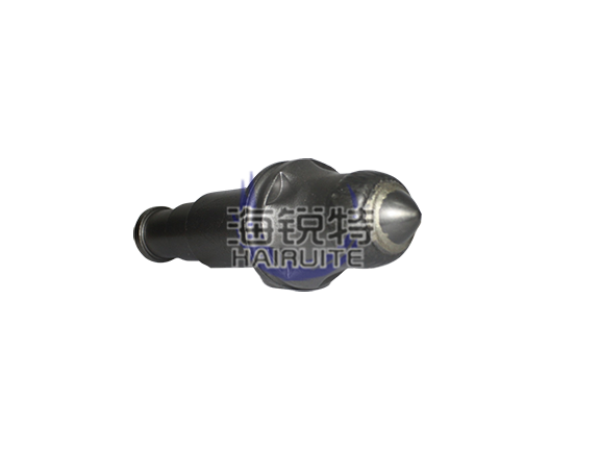
廣州采煤機(jī)截齒規(guī)格
截齒生產(chǎn)廠家的一些知識點截齒是安裝在采煤機(jī)和掘進(jìn)機(jī)工作機(jī)構(gòu)上的工具,,用于直接截割煤和巖石。在煤炭生產(chǎn)過程中,大量截齒的消耗不僅增加了噸煤成本,影響了煤炭生產(chǎn)的經(jīng)濟(jì)效益,而且由于更換截齒時間的增加,,降低了工作面的產(chǎn)量。因此,,分析和確定導(dǎo)致截齒損壞的主要因素,,采取有效措施降低截齒的消耗是非常必要的。但目前國內(nèi)對鎬的損壞形式?jīng)]有確切的記錄和統(tǒng)計分析,,鎬的消耗量一直是估算的,,或者根據(jù)平時鎬的記錄旋挖機(jī)截齒生產(chǎn)廠家確定到年終統(tǒng)計計算。這些方法不準(zhǔn)確,、不科學(xué),、不可預(yù)測等。這既不便于準(zhǔn)確地制定煤炭生產(chǎn)成本計劃,,也不能針對主要影響因素采取有效措施降低鎬的消耗,。旋挖機(jī)截齒生產(chǎn)廠家從確定切削齒損傷的主要形式入手,給出了切削齒磨損量的計算方法,。在此基礎(chǔ)上,,系統(tǒng)分析了各種因素對截齒消耗的影響。

廣州采煤機(jī)截齒規(guī)格
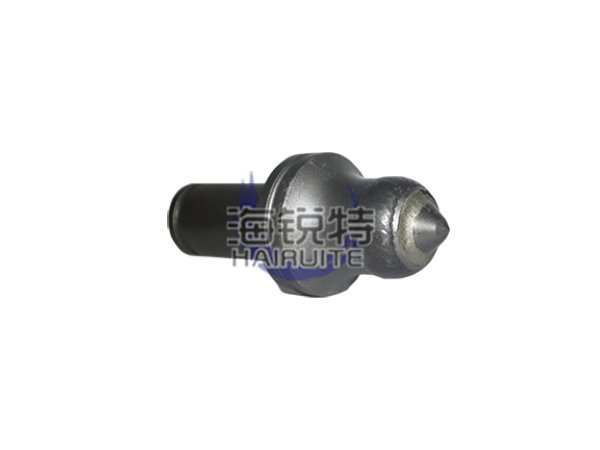
因此磨料磨損和熱疲勞磨損是采煤機(jī)截齒正對土體部分的主要磨損形式,。采煤機(jī)截齒母材磨損后,,硬質(zhì)合金失去了支撐體,,造成硬質(zhì)合金的脫落,,造成截齒的快速失效。旋挖機(jī)截齒生產(chǎn)廠家為了延長截齒使用壽命,,為了更好的保護(hù)硬質(zhì)合金,,采煤機(jī)截齒生產(chǎn)商會在截齒硬質(zhì)合金周圍堆焊耐磨層。截齒耐磨堆焊層以其良好的綜合抗損性能,,保護(hù)截齒頭免遭強(qiáng)烈的磨損而過早失效,,在機(jī)械化綜合采煤生產(chǎn)作業(yè)中獲得了推廣應(yīng)用。旋挖機(jī)截齒生產(chǎn)廠家使用比亞特截齒堆焊設(shè)備的特點:焊后焊縫無裂紋,,使用過程中焊縫不脫落,,堆焊層具有良好的抗開裂能力,。 截齒堆焊耐磨焊絲焊后硬度可達(dá)到64HRC, 其耐磨性是馬氏體 堆焊合金的4倍,,是高鉻堆焊合金的2倍,。
廣州采煤機(jī)截齒規(guī)格
采煤機(jī)截齒冷裂的原因:1.這種材料含碳量高。在截齒的制造過程中,,合金元素都提高了相對硬化能力,。2.焊接工藝不好。氫元素焊接時存在于焊縫中,,沒有及時擴(kuò)散,,使元素在金屬中積累,產(chǎn)生較大的應(yīng)力,,會導(dǎo)致冷裂紋的失效模式,。3.截齒焊件厚度不達(dá)標(biāo),焊件剛度較大,,增加了焊接結(jié)合力,。還有就是,切割齒在焊接過程中沒有得到均勻的加熱和冷卻,,這樣的話采煤機(jī)截齒就會出現(xiàn)冷裂紋,。在工作過程中,截齒會承受很大的壓應(yīng)力,、剪切力和沖擊載荷,,所以容易磨損。釬焊熱處理是截齒有好質(zhì)量的關(guān)鍵技術(shù)之一?,F(xiàn)在截齒的釬焊和熱處理可以說是一體的,。事實上,它是在真空爐中加熱的,,因此釬焊的截齒可以直接淬火,,而不需要空氣冷卻,釬焊和熱處理可以一次完成,。只有經(jīng)過處理的截齒,,質(zhì)量才能夠更好。我們需要做好截齒的可靠性工作,,提高其可靠性,,降低截齒損失與煤炭成本之比,從而有效提高采煤機(jī)的有效工作時間,,加強(qiáng)截齒的強(qiáng)化技術(shù),,提高截齒的性能。截齒是一種非常容易磨損的設(shè)備,其壽命相差很大,。即使是國內(nèi)一些廠家生產(chǎn)的截齒,,在割硬煤時也會造成刀頭脫落。因此,,我們也需要提高截齒的耐磨性和性能,。

廣州采煤機(jī)截齒規(guī)格
掘進(jìn)機(jī)截齒廠家截齒選型不能忽視的問題。采煤機(jī)是煤炭生產(chǎn)和加工的過程中主要的設(shè)備和不可缺少的器械,,其在使用的過程中不但能夠降低人工成本,,達(dá)到生產(chǎn)過程中的有效性,高產(chǎn)量,,低消耗的重大優(yōu)勢,。市場上以鎬型煤截齒為主,鎬形截齒撞擊煤巖體的過程中,,截齒齒尖以一定的角度鍥入煤巖體內(nèi),,從而使煤巖體被壓部位逐漸粉碎。隨著截齒鍥入深度的增加,,煤巖體內(nèi)部的壓張力逐漸變大,,使被粉碎的煤巖體的截面不斷擴(kuò)大。同時,,截齒由于受到大的應(yīng)壓力,,剪切力和負(fù)荷而失效。分析鎬型截齒的受力情況,,鎬型截齒的排列順序研究對截齒的壽命帶來很大的提高,。

廣州采煤機(jī)截齒規(guī)格
截齒磨料磨損。合金中有的合金元素含量達(dá)不到要求,,含有石墨雜質(zhì),,晶粒分布不均勻,孔隙多,,組織不均勻,,這是造成硬質(zhì)合金頭磨損的主要原因;齒體材料質(zhì)量性能不穩(wěn)定,熱處理過程控制不當(dāng)是造成齒體磨損的原因,。紅硬性較低導(dǎo)致的磨損,。紅硬性是指道具材料在高溫下保持高硬度的能力。旋挖機(jī)截齒生產(chǎn)廠家理論上硬質(zhì)合金可以在800-1000℃的高溫下保持高硬度,,但由于硬質(zhì)合金的生產(chǎn)存在一些現(xiàn)實問題使得截齒的紅硬性較低,。截齒在截割煤巖時,,刀頭表面溫度可達(dá)600-800℃,,其硬度下降百分之50左右,材質(zhì)的軟化加速了截齒的磨損。