長沙掘進機截齒廠
發(fā)布時間:2022-04-08 01:45:05
長沙掘進機截齒廠
截齒生產(chǎn)廠家對采煤機截齒的簡單介紹,大家來看看,,旋挖機截齒的消耗量與煤巖的研磨性能和單軸瞬時抗壓強度成線性關(guān)系,,并成比例變化。煤巖的粉碎性能和瞬時抗壓強度越大,,截齒磨損越嚴重,,損失越大;而且,,當煤巖的研磨性能較弱時,,抗壓強度對截齒的損傷較大,隨著研磨性能的增強,,截齒的損傷明顯增加,;而截齒的消耗隨著煤巖密度的增加而減少,達到一定程度后逐漸變化,。截齒消耗隨著采煤機牽引速度的增加而減少,,隨著滾筒速度的增加而線性增加。原因是隨著牽引速度的增加,,截齒的切屑厚度增加,,單位體積切割煤巖的路徑變短,導致截齒磨損更小,齒耗更低,。但是,,隨著滾筒轉(zhuǎn)速的增加,截齒與煤的接觸時間會變長,,導致截齒磨損增加,,損耗增加。

長沙掘進機截齒廠
抗沖擊性能低 通過大量旋挖機截齒生產(chǎn)廠家觀察損壞的截齒,,發(fā)現(xiàn)多數(shù)截齒的損壞不是正常磨損失效,,尤其在硬巖截割中更為嚴重。原因如下,。(1)合金刀頭的性能差,。國產(chǎn)合金中有石墨雜質(zhì),晶粒分布不均勻,,部分合金中有裂紋,,這是造成硬質(zhì)合金頭崩裂的主要原因;其次是國產(chǎn)合金壓制工藝比較落后,合金上下密度差大,、孔隙多,、硬度低。(2)合金頭釬焊殘余應(yīng)力大,。由于合金刀頭與齒體材料的熱膨脹系數(shù)相差較大,,且冷卻時的收縮差隨釬焊溫度的大而大。國產(chǎn)截齒多采用銅鋅釬料,,其焊接溫度達950℃以上,,焊接殘余應(yīng)力較大。(3)截齒齒體頭部崩裂和偏磨使合金頭過早失去保護支撐,。其原因主要是國產(chǎn)原材料性能不穩(wěn)定,,部分原材料疏松嚴重,使截齒體內(nèi)部有潛在裂紋,。有的截齒在工作時不能自轉(zhuǎn),,往往造成齒體的偏磨。
長沙掘進機截齒廠
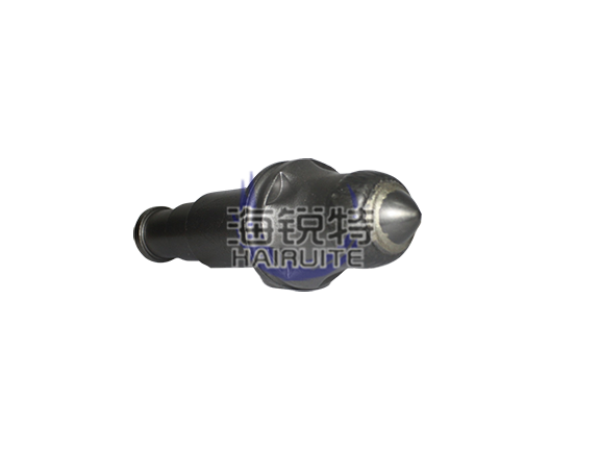
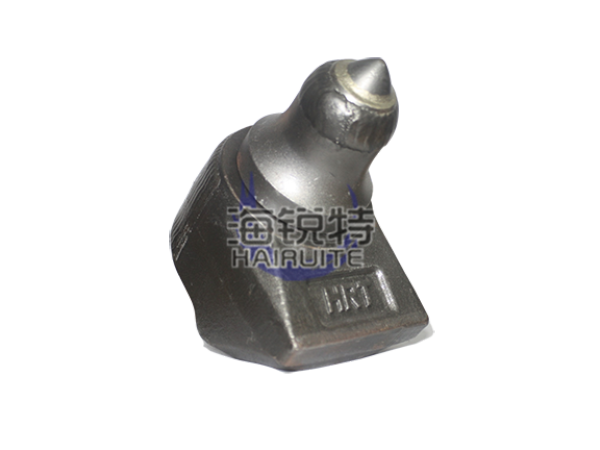
截齒的耐磨性與硬質(zhì)合金頭息息相關(guān)?,F(xiàn)在市面上硬質(zhì)合金頭主要有兩種型式,,一種是圓柱式,它的磨損型式主要是包住合金頭的截齒基體被磨損,,導致合金頭受力脫落,,脫落的合金頭磨損的很少,是一種很大的浪費,。這種截齒主要是合金頭對齒體沒有能夠很好的保護,,同時齒體的金屬耐磨性差,導致截齒的損壞;另一種為蘑菇型,,它的磨損型式也是包住合金的基體磨損,,導致合金頭脫落,由于此種合金頭對齒體的金屬具體一定的保護作用,,故此種截齒的使用壽命較長,,但此種合金頭是階梯型的,合金頭質(zhì)量很難保證,,由其是在截割較硬巖時經(jīng)常出現(xiàn)合金碎裂的情況。鑒于上面提到的兩種截齒合金頭的優(yōu)缺點,,都爾伯特提出有兩種方法可以試驗是否能提高截齒使用壽命,。(一)、在齒頭外面焊接一圈3-5mm的耐磨層:此種耐磨層可大大提高齒體的耐磨性,,使截齒使用壽命提高,。同時此種耐磨層可以在釬焊合金頭前加上,齒體的熱處理對其沒有影響,。都爾伯特目前生產(chǎn)的截齒就使用進口碳化鎢作為耐磨層的材料,,使得截齒耐磨度大大提升。(二),、現(xiàn)在市場上有一種在截齒體外表面上堆焊耐磨焊條的截齒,,但由于其只是在截齒體表面堆焊,導致合金頭和齒體聯(lián)接部依然磨損很快,,如果有一種耐磨焊條能與合金頭很好的焊接在一起,,將解決這一問題。都爾伯特采用美國進口銅基焊料和焊劑與合金頭材料相近,,能與合金頭很好的焊接,,使耐磨焊條與合金頭和齒體都焊接上,非常好的保護齒體,。
長沙掘進機截齒廠
截齒廠家?guī)Т蠹乙黄饋砹私庖幌虏擅簷C截齒的具體工作過程,!采煤機截齒現(xiàn)在應(yīng)用很廣泛,采煤機正常工作不僅需要截齒的發(fā)揮作用,,還需要整個機能完好,,截齒是采煤機的刀具,可能有些人對它并不是特別了解,,更別說是采煤機截齒的具體工作過程了,,所以今天旋挖機截齒廠家就是要帶著大家一起來了解一下采煤機截齒的具體工作過程,讓有興趣了解的朋友們深入體會,。采煤機截齒的工作過程為:在截齒前刃面作用下,,煤發(fā)生破碎,同時產(chǎn)生大塊的剝離。在刀尖開始接觸煤的瞬間,,刀尖接觸范圍內(nèi)產(chǎn)生彈性和塑性變形,,隨著接觸應(yīng)力大,超過強度時,,被壓碎成很細的粉末形成密實核,,這種密實核由處于受壓狀態(tài)下的粉碎煤組成,并且隨著旋挖機截齒生產(chǎn)廠家截割刀具的推進,,密實核逐漸長大并集聚能量,,截割阻力越大。