鎮(zhèn)江采煤機(jī)截齒廠家
發(fā)布時(shí)間:2022-11-07 01:41:46
鎮(zhèn)江采煤機(jī)截齒廠家
截齒生產(chǎn)廠家談爐中釬焊的特點(diǎn),。采煤機(jī)、掘進(jìn)機(jī)是通過截齒破碎巖石的,,機(jī)器的大部分功率也是通過截齒消耗掉的,。由于破碎機(jī)理所決定,截齒在切割時(shí),,煤巖的反作用力使截齒承受著強(qiáng)大的沖擊負(fù)荷,。同時(shí)在切割過程中,截齒與煤巖之間要發(fā)生劇烈摩擦,,如果煤巖中含有高磨礪性材料,,摩擦將使截齒產(chǎn)生高溫。截齒是在復(fù)雜多變的工況下工作的,,是采煤機(jī),、掘進(jìn)機(jī)上損耗的元件,對(duì)噸煤和每米成巷成本影響很大,。截齒的失效形式主要有合金頭脫落,、崩刃、磨損和刀桿彎曲,、折斷等,,其中合金頭脫落是常見的損壞形式。因此截齒的釬焊質(zhì)量備受人們重視在我國(guó)截齒生產(chǎn)中,,釬焊多采用高,、中頻感應(yīng)方式或氣體火焰加熱方式。這兩種工藝方式均要求操作者具有較高的技術(shù)水平和操作熟練性,,操作者的勞動(dòng)強(qiáng)度大,工作環(huán)境惡劣,,截齒的釬焊質(zhì)量不易保證,,生產(chǎn)效率低。另外,,這兩種工藝操作均在空氣中進(jìn)行,,不可避免地使截齒體受到氧化和脫碳的危害。為此,本文就截齒釬焊的另一種工藝方式截齒的爐中釬焊進(jìn)行論述與探討,。
鎮(zhèn)江采煤機(jī)截齒廠家
采煤機(jī)截齒是煤礦開采的重要組成部分,,因?yàn)樵诿旱V開采過程中,需要各種設(shè)備,,如采煤機(jī)械,、掘進(jìn)機(jī)等,而這些設(shè)備中重要的部分就是截齒,。沒有切齒,,這些設(shè)備就沒有價(jià)值,可見切齒的重要性,。采煤機(jī)截齒是廣泛使用的零件,,受到許多企業(yè)的青睞。市場(chǎng)上的采煤機(jī)截齒很多,,企業(yè)選擇合適的采煤機(jī)截齒并不容易,。那么如何選擇呢?旋挖機(jī)截齒生產(chǎn)廠家?guī)Т蠹蚁群?jiǎn)單了解一下采煤機(jī)截齒的選擇要求,。挑類型,。挑選截齒的時(shí)候要注意型號(hào),因?yàn)榻佚X的種類很多,,不同設(shè)備上使用的截齒的種類也不同,,所以選擇的時(shí)候要注意型號(hào)。在這里,,我們提醒您在選擇截齒之前,,先了解采煤機(jī)所需的截齒類型,以確保選擇的截齒滿足設(shè)備使用要求,。

鎮(zhèn)江采煤機(jī)截齒廠家
釬焊及熱處理工藝研究截齒的釬焊及熱處理工藝是保證截齒質(zhì)量和壽命的關(guān)鍵技術(shù)之一,。目前國(guó)內(nèi)采煤機(jī)截齒的生產(chǎn)工藝一般為以下2種:1、采煤機(jī)截齒加工成形 →釬焊硬質(zhì)合金頭 →鹽爐加熱 →硝鹽等溫淬火 →回火,。2,、掘進(jìn)機(jī)截齒加工成形 →鹽爐加熱 →硝鹽等溫淬火 →清洗 →釬焊硬質(zhì)合金頭 →回火。是生產(chǎn)工藝,,釬焊硬質(zhì)合金頭后鹽爐加熱再硝鹽等溫淬火,。截齒體的硬度得到了保證,但硬質(zhì)合金頭在釬焊和硝鹽等溫淬火這一過程中,,都經(jīng)過了2次加熱,,從而使硬質(zhì)合金頭脆化,使截齒在使用過程中因硬質(zhì)合金頭崩裂和硬質(zhì)合金頭與截齒體焊接的開裂而大大縮短截齒的使用壽命,。
鎮(zhèn)江采煤機(jī)截齒廠家
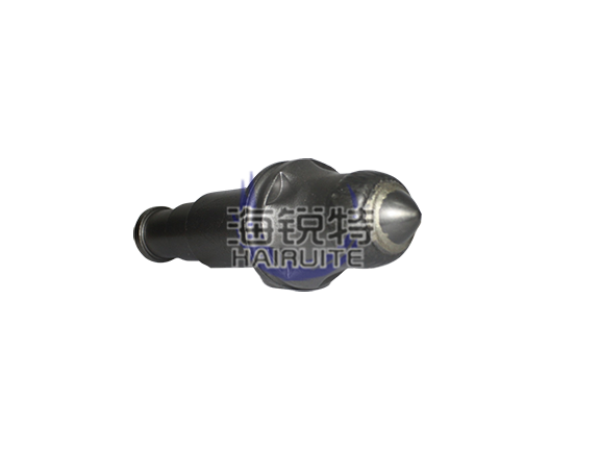
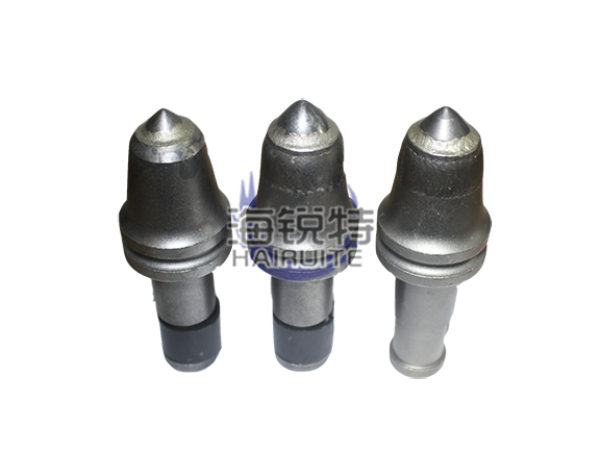
截齒的耐磨性與硬質(zhì)合金頭息息相關(guān)?,F(xiàn)在市面上硬質(zhì)合金頭主要有兩種型式,,一種是圓柱式,它的磨損型式主要是包住合金頭的截齒基體被磨損,,導(dǎo)致合金頭受力脫落,,脫落的合金頭磨損的很少,是一種很大的浪費(fèi),。這種截齒主要是合金頭對(duì)齒體沒有能夠很好的保護(hù),,同時(shí)齒體的金屬耐磨性差,導(dǎo)致截齒的損壞,;另一種為蘑菇型,,它的磨損型式也是包住合金的基體磨損,導(dǎo)致合金頭脫落,,由于此種合金頭對(duì)齒體的金屬具體一定的保護(hù)作用,,故此種截齒的使用壽命較長(zhǎng),但此種合金頭是階梯型的,,合金頭質(zhì)量很難保證,,由其是在截割較硬巖時(shí)經(jīng)常出現(xiàn)合金碎裂的情況。鑒于上面提到的兩種截齒合金頭的優(yōu)缺點(diǎn),,都爾伯特提出有兩種方法可以試驗(yàn)是否能提高截齒使用壽命,。(一)、在齒頭外面焊接一圈3-5mm的耐磨層:此種耐磨層可大大提高齒體的耐磨性,,使截齒使用壽命提高,。同時(shí)此種耐磨層可以在釬焊合金頭前加上,齒體的熱處理對(duì)其沒有影響,。都爾伯特目前生產(chǎn)的截齒就使用進(jìn)口碳化鎢作為耐磨層的材料,,使得截齒耐磨度大大提升。(二),、現(xiàn)在市場(chǎng)上有一種在截齒體外表面上堆焊耐磨焊條的截齒,,但由于其只是在截齒體表面堆焊,導(dǎo)致合金頭和齒體聯(lián)接部依然磨損很快,,如果有一種耐磨焊條能與合金頭很好的焊接在一起,,將解決這一問題。都爾伯特采用美國(guó)進(jìn)口銅基焊料和焊劑與合金頭材料相近,,能與合金頭很好的焊接,,使耐磨焊條與合金頭和齒體都焊接上,非常好的保護(hù)齒體,。

鎮(zhèn)江采煤機(jī)截齒廠家
焊縫間隙的研究,。截齒釬焊焊縫間隙的大小是影響焊縫致密性和焊縫強(qiáng)度的關(guān)鍵因素。間隙太小,,妨礙釬焊料流入;間隙過大,破壞釬焊縫的毛細(xì)管作用,使釬料不能填滿焊縫間隙,。截齒的釬焊,,是鋼與硬質(zhì)合金的異種材料焊接,考慮硬質(zhì)合金的線膨脹系數(shù)是鋼的1Π2~1Π3,因此釬焊縫間隙應(yīng)比鋼對(duì)鋼焊接時(shí)稍小,。通過對(duì)幾組不同間隙焊縫的試驗(yàn)研究,,試驗(yàn)結(jié)果表明截齒焊縫間隙一般為0. 08~0. 15 mm為宜,另外采用帶錐面的合金頭和帶錐面的截齒體孔,,以盡量保證硬質(zhì)合金刀頭周圍焊縫間隙均勻一致,。