婁底掘進(jìn)機(jī)截齒型號(hào)
發(fā)布時(shí)間:2024-01-01 01:28:14
婁底掘進(jìn)機(jī)截齒型號(hào)
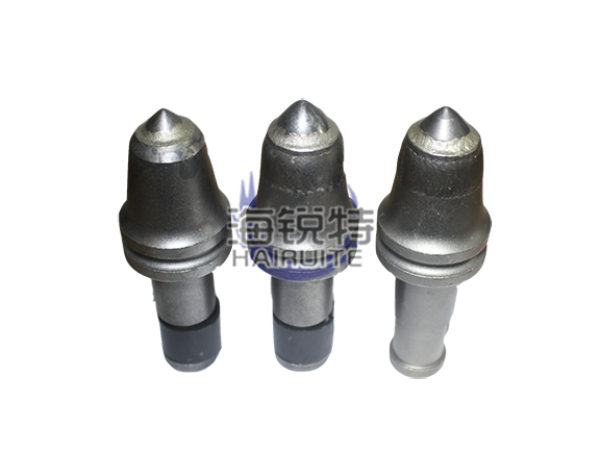
焊縫間隙的研究,。截齒釬焊焊縫間隙的大小是影響焊縫致密性和焊縫強(qiáng)度的關(guān)鍵因素。間隙太小,,妨礙釬焊料流入;間隙過(guò)大,,破壞釬焊縫的毛細(xì)管作用,使釬料不能填滿焊縫間隙,。截齒的釬焊,,是鋼與硬質(zhì)合金的異種材料焊接,,考慮硬質(zhì)合金的線膨脹系數(shù)是鋼的1Π2~1Π3,因此釬焊縫間隙應(yīng)比鋼對(duì)鋼焊接時(shí)稍小。通過(guò)對(duì)幾組不同間隙焊縫的試驗(yàn)研究,,試驗(yàn)結(jié)果表明截齒焊縫間隙一般為0. 08~0. 15 mm為宜,,另外采用帶錐面的合金頭和帶錐面的截齒體孔,以盡量保證硬質(zhì)合金刀頭周圍焊縫間隙均勻一致,。
婁底掘進(jìn)機(jī)截齒型號(hào)
1 爐中釬焊的特點(diǎn),,爐中釬焊是一種用冶金結(jié)合來(lái)連接小型組合件中各零件的生產(chǎn)方法。它采用有色金屬釬料作為結(jié)合材料,,爐子為熱源,。只有在釬焊前把釬料放在接頭上,并在釬焊過(guò)程中保持釬料位置不變,,才能進(jìn)行爐中釬焊,。爐中釬焊的特點(diǎn)有以下幾個(gè)方面。1.1 防止截齒體氧化與脫碳,,為了防止鋼在釬焊和冷卻過(guò)程中的氧化和脫碳,,爐中釬焊可以在爐子的釬焊室和冷卻室中采用合適的氣氛。適當(dāng)?shù)拟F焊氣氛還能使熔化的銅釬料在不用釬劑的情況下對(duì)接頭表面進(jìn)行適當(dāng)?shù)臐?rùn)濕,。釬焊使用的保護(hù)氣氛,,主要是富放熱式氣氛、吸熱式氣氛和一些氮基氣氛,。這些氣氛具有很好的防氧化能力,。根據(jù)需要,可以把氣氛的碳勢(shì)控制在百分之011~012,這個(gè)碳勢(shì)范圍完全適應(yīng)截齒體鋼,。
婁底掘進(jìn)機(jī)截齒型號(hào)
截齒廠家?guī)Т蠹乙黄饋?lái)了解一下采煤機(jī)截齒的具體工作過(guò)程,!采煤機(jī)截齒現(xiàn)在應(yīng)用很廣泛,采煤機(jī)正常工作不僅需要截齒的發(fā)揮作用,,還需要整個(gè)機(jī)能完好,,截齒是采煤機(jī)的刀具,可能有些人對(duì)它并不是特別了解,,更別說(shuō)是采煤機(jī)截齒的具體工作過(guò)程了,,所以今天旋挖機(jī)截齒廠家就是要帶著大家一起來(lái)了解一下采煤機(jī)截齒的具體工作過(guò)程,讓有興趣了解的朋友們深入體會(huì),。采煤機(jī)截齒的工作過(guò)程為:在截齒前刃面作用下,,煤發(fā)生破碎,同時(shí)產(chǎn)生大塊的剝離,。在刀尖開(kāi)始接觸煤的瞬間,,刀尖接觸范圍內(nèi)產(chǎn)生彈性和塑性變形,隨著接觸應(yīng)力大,超過(guò)強(qiáng)度時(shí),,被壓碎成很細(xì)的粉末形成密實(shí)核,,這種密實(shí)核由處于受壓狀態(tài)下的粉碎煤組成,并且隨著旋挖機(jī)截齒生產(chǎn)廠家截割刀具的推進(jìn),,密實(shí)核逐漸長(zhǎng)大并集聚能量,,截割阻力越大。
婁底掘進(jìn)機(jī)截齒型號(hào)
截齒在截割煤巖時(shí)接受高的壓應(yīng)力,、剪切應(yīng)力和沖擊負(fù)荷,。煤的硬度雖不很高,但其間有煤矸石等硬的礦料,,并且在采煤和鑿巖進(jìn)程中,,截齒溫度會(huì)急劇升高,導(dǎo)致齒頂材質(zhì)軟化,,加快了截齒的失效進(jìn)程,。旋挖機(jī)截齒生在作業(yè)進(jìn)程中,磨粒(煤矸石等)與截齒外表間發(fā)作較大的壓應(yīng)力,,帶有鋒利棱角并具有適宜迎角的磨粒能切削截齒外表構(gòu)成顯微切削,。假如磨粒不行尖利或刺入截齒外表視點(diǎn)不適當(dāng),會(huì)在截齒外表擠出犁溝,。跟著截齒作業(yè)時(shí)間的延伸,,磨粒重復(fù)對(duì)截齒外表推擠,發(fā)作嚴(yán)重的塑性變形活動(dòng),,使得外表基層發(fā)作相互效果,,導(dǎo)致塑變區(qū)內(nèi)位錯(cuò)密度添加,資料外表發(fā)作裂紋,,裂紋擴(kuò)展,,截齒外表構(gòu)成薄片狀磨屑。并且,,煤層中存在腐蝕性介質(zhì)與截齒外表發(fā)作化學(xué)反應(yīng)而形成外表資料腐蝕,機(jī)械性能下降,,并使表層金屬與基體資料結(jié)合力下降,,加快了截齒資料表層的磨損。

婁底掘進(jìn)機(jī)截齒型號(hào)
較好的經(jīng)濟(jì)性,。一般來(lái)說(shuō),,截齒的重量均小于116kg,是非常適合于進(jìn)行爐中釬焊的。截齒的爐中釬焊可以使用間歇式爐或連續(xù)式爐,,都能以較低的單件成本進(jìn)行大量釬焊,。因此爐中釬焊在大量生產(chǎn)時(shí)是有效經(jīng)濟(jì)的。它對(duì)偶爾的小批量生產(chǎn)也有很好的適應(yīng)性,特別是截齒的爐中釬焊與截齒的熱處理相結(jié)合時(shí),,能夠達(dá)到經(jīng)濟(jì)的效果,。釬焊質(zhì)量穩(wěn)定可靠。截齒釬焊設(shè)備的溫度控制,、氣氛供給及操作,,大多采用計(jì)算機(jī)數(shù)字化監(jiān)控,其釬焊質(zhì)量和穩(wěn)定性靠設(shè)備的先進(jìn)性得到充分的保障,。而高頻感應(yīng)及氣體火焰加熱等傳統(tǒng)釬焊方式的釬焊質(zhì)量則過(guò)多依賴操作人員的技術(shù)水平和操作熟練程度,。另外,由于釬焊爐的自動(dòng)化程度較高,,使操作人員的勞動(dòng)強(qiáng)度大幅降低,,工作環(huán)境得到較大改善。

婁底掘進(jìn)機(jī)截齒型號(hào)
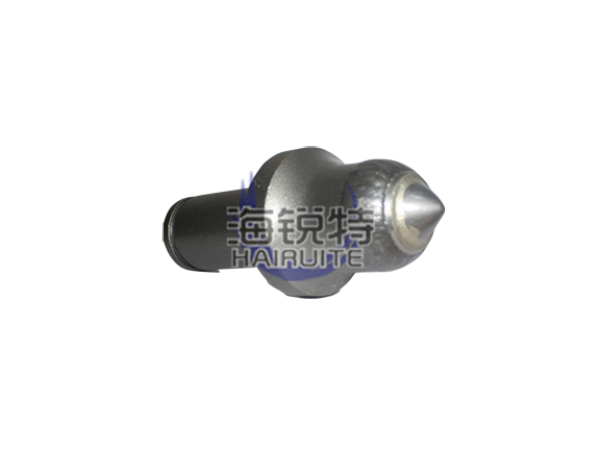
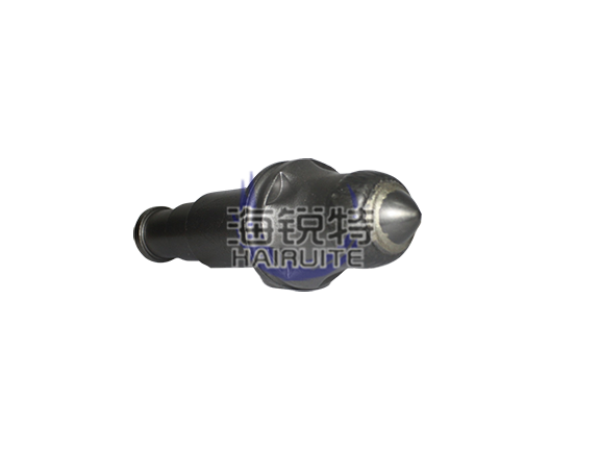
截齒的耐磨性與硬質(zhì)合金頭息息相關(guān)?,F(xiàn)在市面上硬質(zhì)合金頭主要有兩種型式,,一種是圓柱式,它的磨損型式主要是包住合金頭的截齒基體被磨損,,導(dǎo)致合金頭受力脫落,,脫落的合金頭磨損的很少,是一種很大的浪費(fèi),。這種截齒主要是合金頭對(duì)齒體沒(méi)有能夠很好的保護(hù),,同時(shí)齒體的金屬耐磨性差,導(dǎo)致截齒的損壞,;另一種為蘑菇型,,它的磨損型式也是包住合金的基體磨損,導(dǎo)致合金頭脫落,,由于此種合金頭對(duì)齒體的金屬具體一定的保護(hù)作用,,故此種截齒的使用壽命較長(zhǎng),但此種合金頭是階梯型的,,合金頭質(zhì)量很難保證,,由其是在截割較硬巖時(shí)經(jīng)常出現(xiàn)合金碎裂的情況。鑒于上面提到的兩種截齒合金頭的優(yōu)缺點(diǎn),,都爾伯特提出有兩種方法可以試驗(yàn)是否能提高截齒使用壽命,。(一)、在齒頭外面焊接一圈3-5mm的耐磨層:此種耐磨層可大大提高齒體的耐磨性,,使截齒使用壽命提高,。同時(shí)此種耐磨層可以在釬焊合金頭前加上,齒體的熱處理對(duì)其沒(méi)有影響,。都爾伯特目前生產(chǎn)的截齒就使用進(jìn)口碳化鎢作為耐磨層的材料,,使得截齒耐磨度大大提升,。(二)、現(xiàn)在市場(chǎng)上有一種在截齒體外表面上堆焊耐磨焊條的截齒,,但由于其只是在截齒體表面堆焊,,導(dǎo)致合金頭和齒體聯(lián)接部依然磨損很快,如果有一種耐磨焊條能與合金頭很好的焊接在一起,,將解決這一問(wèn)題,。都爾伯特采用美國(guó)進(jìn)口銅基焊料和焊劑與合金頭材料相近,能與合金頭很好的焊接,,使耐磨焊條與合金頭和齒體都焊接上,,非常好的保護(hù)齒體。